【油品小教室】切削液稀釋水質怎麼選?常見工業水源對切削液影響
在金屬加工流程中,切削液的成分有 90% 以上是「水」。許多工廠在追求刀具壽命與加工精度時,往往忽略了稀釋水質才是影響切削液效能、生菌數控制及設備維護的關鍵。以下針對台灣常見的五種工業水源進行深度解析。
- 電解水:機能加分,但須留意皮膚敏感風險
電解水pH值較高常被認為能提升加工效能,但在實際使用上需注意其對操作者的影響。
• 過敏隱憂: 電解水通常具有較高的 pH 值,這雖有助於初步抑制細菌,但長期接觸會破壞皮膚表層的酸鹼平衡,導致操作人員出現皮膚過敏、紅腫等問題。
• 非鐵金屬變色風險:因為經過電解後的pH值較高,所以對於鋁材或是鎂鋁合金等非鐵系材料都會因為鹼值過高造成變色及腐蝕。
• 功能釐清: 雖然電解水在防鏽能力及抗菌性上能提供額外的「加分」效果,但切削液系統的防鏽與抗菌核心,依然取決於切削液本身的配方。水源上增加功能僅是輔助。 - 軟水 (離子交換):高效能但伴隨「起泡及生菌」風險
• 水中的鈣、鎂離子在切削液中扮演天然的「消泡輔助劑」。當使用硬度 10ppm 以下的軟水時,在泵浦高壓噴射下極易產生大量泡沫。
• 維護隱憂: 儲水桶若未定期清潔,易造成菌數上升;若樹脂失效,硬度會失控。 - 自來水:最穩定的折衷方案
• 現況: 台灣自來水總硬度標準在 300ppm 以下,品質穩定且經過氯化消毒。
• 建議: 雖然符合標準,但中南部高硬度區域(有時候會達 200ppm 以上)建議搭配簡易處理,以減少皂化沈澱並延長油品壽命。 - 地下水:隱藏的成本殺手
• 加工影響: 硬度極高且波動大,易導致切削液分層、皂化沈澱,甚至阻塞過濾系統。
• 健康風險: 生菌數不受控,且可能含有環境重金屬汙染。 - 山泉水:加工廠的禁區
• 環境風險: 最不建議的選項。除了硬度與菌數無法控制外,常含有浮游生物殘骸。
• 後果: 有機物進入系統後會迅速腐爛發臭,使切削液的菌數控制與 pH 值維持徹底失效。
總結與建議
選擇水源時,必須考慮「總持有成本」與「人員健康」:
1. 電解水使用者: 應注意其高 pH 值對皮膚的刺激性。防鏽與抗菌應回歸切削液配方管理,不要單純依賴電解水。
2. 軟水使用者: 務必挑選「軟水專用配方」。這類配方會強化消泡性,以應對缺失礦物質帶來的溢泡問題。
3. 穩定性首選: 若無專人維護水處理設備,自來水是風險最低且表現最穩定的選擇。
4. 絕對禁止: 嚴禁使用山泉水與未處理之地下水,以免節省了水費,卻賠上了高昂的刀具成本與環境衛生。
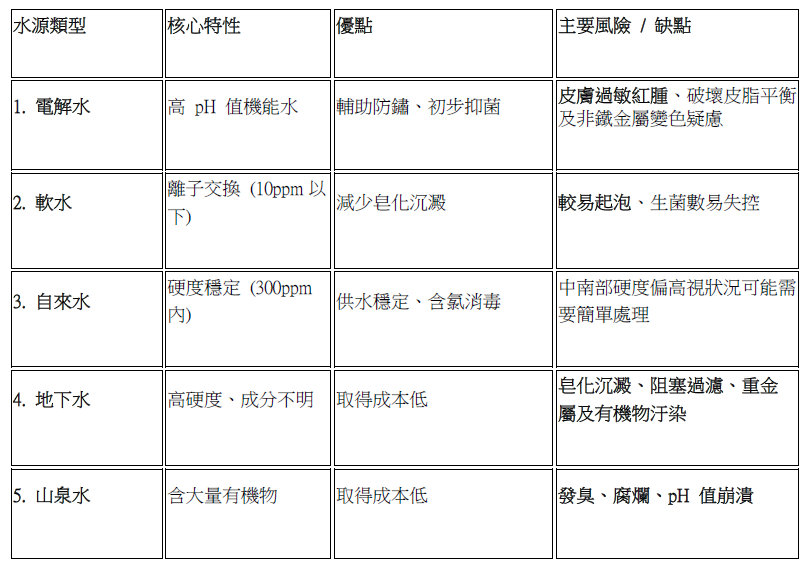
以下針對台灣常見的五種工業水源進行解析整理成表格方便查閱
#切削液 #工業水質 #CNC加工 #切削液發臭 #軟水起泡 #電解水過敏 #加工精度 #機床維護